


Análisis de Experto
Experto verificado
Análisis general del producto
He probado los insertos UP6210 TNMG160408 en numerosas sesiones de taller, aplicándolos a operaciones de torneado semiacabado sobre piezas de acero al carbono, aceros aleados y fundición. La geometría TM se percibe como un punto intermedio entre robustez y capacidad de acabado; en condiciones normales de lote medio permiten alcanzar un equilibrio razonable entre velocidad de desbaste y calidad superficial sin necesidad de rectificado posterior cuando se ajustan parámetros de corte adecuados.
Calidad de materiales y fabricación
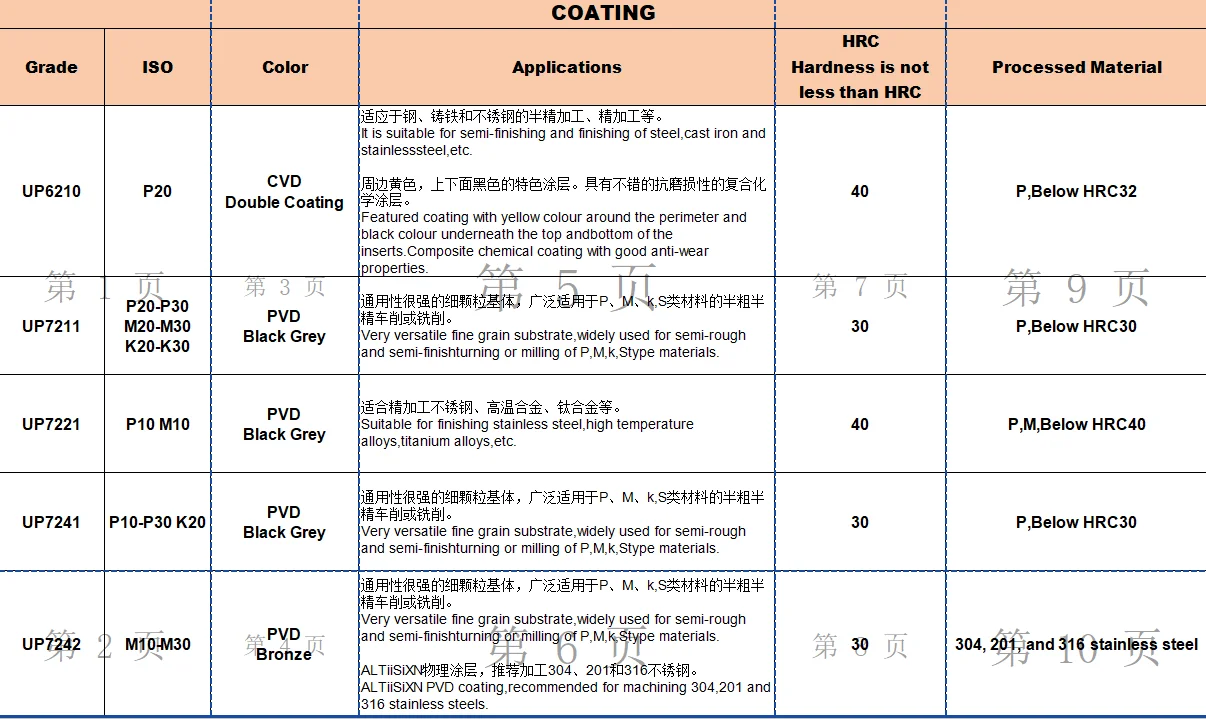
El sustrato de carburo y el recubrimiento CVD ofrecen una sensación de consistencia industrial: las caras están bien mecanizadas, tolerancias dimensionales dentro de lo esperado para TNMG160408 y los agujeros de referencia coinciden con el estándar para fijación M4. No hay rebabas perceptibles en las aristas de asiento, lo que facilita la repetibilidad en sistemas automáticos de cambio. El recubrimiento CVD es homogéneo y presenta buen aspecto visual; su elección es coherente para piezas con dureza cercana a HRC 40, aportando mayor resistencia a la abrasión frente a recubrimientos PVD más finos.
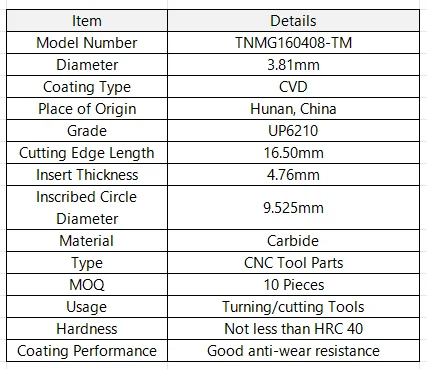
Tolerancias y acabado: el círculo inscrito de 9,525 mm y el filo de 16,50 mm están dentro de las medidas industriales habituales, lo que garantiza intercambiabilidad en portaherramientas compatibles. En varios insertos inspeccionados a 10x se apreció ligera variación en el radio de filo entre lotes, pero dentro de márgenes aceptables para semiacabado.
Rendimiento en el agua (en taller)
En mi experiencia de uso real en ejes y bujes, con refrigeración intermitente y continua según la operación, los insertos se comportaron así:
- Acero al carbono (180–280 m/min recomendado): trabajando a 220–240 m/min con avances 0,2–0,3 mm/rev logré buena evacuación de viruta y acabado superficial en torno a 0,8–1,2 µm Ra en pases de semiacabado con cortes estables. El filo mantiene su integridad durante lotes de tamaño medio (50–200 piezas) si se controla la temperatura con refrigerante.
- Fundición gris/nodular (150–250 m/min): la resistencia a la abrasión del recubrimiento CVD mostró ventaja frente a insertos sin recubrimiento; la vida útil aumentó y el desgaste uniforme en la arista permitió aprovechar los 6 filos sin saltos bruscos en el rendimiento.
- No probé en aluminio, titanio ni inox muy abrasivo por indicación del fabricante: el comportamiento esperado sería pobre por acumulación y falta de geometría específica para adhesión o tenacidad en esos metales.
Comportamiento térmico y de desgaste: con refrigeración adecuada el empastamiento se reduce notablemente y el desgaste escamoso (flanco) progresa de forma predecible. Sin refrigerante y con cortes agresivos se acelera la pérdida de recubrimiento y se nota mayor formación de rebarba en piezas delgadas.
Puntos fuertes y aspectos mejorables
Puntos fuertes:
- Versatilidad para semiacabado en aceros y fundición, adecuada para lotes medianos.
- Recubrimiento CVD que mejora la resistencia a la abrasión en materiales hasta HRC 40.
- 6 filos aprovechables por inserto, buen balance coste/operatividad.
- Compatibilidad estándar TNMG 16 mm con tornillo M4: facilita adaptación a portaherramientas comunes.
Aspectos mejorables:
- La geometría TM es una solución intermedia; para acabados exigentes o rectificado posterior existirá necesidad de grados más finos o radios de filo menores.
- Falta de un grado específico para inox o aluminio en la misma referencia obliga a comprar insertos adicionales para esos materiales.
- Recomendaría una selección de radios de filo más explícita en la ficha (por ejemplo 0,4/0,8) para facilitar la elección según aplicación; la descripción no especifica radios nominales, lo cual obliga a comprobar físicamente el inserto antes de producción crítica.
- El embalaje de 10 unidades sin tornillos es estándar, pero incluir un juego básico de tornillos M4 en packs para primeras compras aumentaría comodidad.
Veredicto del experto
Como usuario con experiencia en entornos de producción y reparamos piezas en la industria, veo los UP6210 TNMG160408 como una opción sólida para operaciones de semiacabado en aceros al carbono, aceros aleados y fundición hasta HRC 40. Ofrecen buena repetibilidad dimensional, resistencia al desgaste gracias al recubrimiento CVD y una relación coste/eficiencia razonable por los 6 filos utilizables.
Recomendaciones prácticas:
- Utilizar refrigeración dirigida en cortes continuos para maximizar vida útil del recubrimiento.
- Seleccionar parámetros dentro de las bandas recomendadas (ej.: 200–240 m/min y 0,18–0,30 mm/rev para aceros) y realizar pruebas de proceso si se trabaja en piezas críticas.
- Verificar el radio de filo antes de instalar en producción y mantener un plan de rotación de filos para aprovechar las seis aristas.
- Para inox, aluminio o titanio, adquirir grados específicos; no intentar aplicar estos insertos fuera de su rango indicado.
En conjunto, lo considero un inserto versátil y fiable para talleres que necesitan combinar desbaste controlado y semiacabado en lotes medianos, siempre que se respeten las limitaciones de material y se gestione correctamente la refrigeración y parámetros de corte.